Why Differential Pressure Gauges?
There are Many Benefits to Installing a Differential Pressure Gauge
-
- Reduce errors
- Improve operations
- Protect equipment

Reduce Errors, Improve Operations and Protect Equipment with DP Monitoring
In the world of process control there are many measurement variables, generally falling under the headings of pressure, temperature, level, and flow. Instruments for measuring these variables allow system operators to monitor the condition and movement of liquids and gases. Pressure has its fairly obvious benefits to everyone. But why differential pressure?
Differential pressure gauges are widely recognized as the largest “specialty type” pressure gauge category. They are used in filtration, flow and level. For many the need for a single differential pressure gauge, switch or transmitter is not immediately understood. There are some surprising benefits to installing a differential pressure (DP) gauge.
Differential pressure gauges can greatly reduce operator error, improve process efficiency, protect expensive equipment, reduce training and reduce maintenance time. Highly versatile, differential pressure indicators can be used for a wide variety of applications and are also relatively easy to install.
How Differential Pressure Gauges Work
Unlike straight pressure gauges, which measure pressure at a single point in a system, DP gauges measure the pressure at two points and display the pressure difference between those two points on a single dial. The pressure measured could be 115psi before a filter and 100psi after the filter, allowing the DP gauge to read the difference, which is 15psid – referred to as 15psi differential. That represents a 15psi pressure drop caused by the filter.
The displayed or transmitted pressure difference provides valuable information for monitoring and controlling processes and enables the detection of issues such as clogged filters, pipe blockages or leaks. Differential pressure gauges allow for timely maintenance or corrective actions to be taken to prevent system failures, optimizing efficiency.
Read more about our differential pressure gauge solutions.
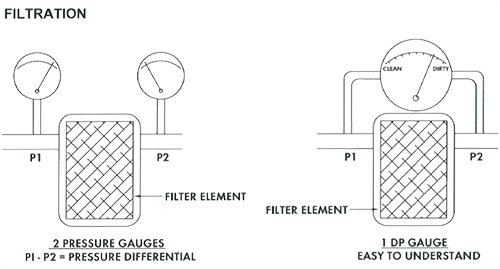
Filtration
The most popular application for differential pressure gauges is filtration. This application serves as an easy to understand explanation for the need for a differential pressure gauge. A filter removes unwanted particles or contaminants from a gas or liquid system. When a filter becomes clogged efficiency and pressure drops. Here are four relatively risky methods to identify this condition:
1. Scheduled Maintenance, Which Invites Waste & Contamination
It is not uncommon to see regularly scheduled maintenance programs used to inspect process components and conditions. For a filter this would require a maintenance crew or operator to crack open the filter housing and view the condition of the filter. This requires the system to be down, and often bled to remove the liquid or gas. This invasive inspection system often requires valuable time and manpower, something of a rare commodity these days.
In addition, many filter housings have a dozen or more bolts to unscrew to view the filter element inside. The maintenance crew often finds a relatively clean filter. Alternatively, the crew may find the filter long overdue for maintenance, the process having been starved of required fluids. Even worse, the filter may have been compromised with “filter blow-by“, a condition where the filter element is torn, creating a hole where contaminants have been allowed to pass through unfiltered, which can cause extensive damage.
2. Monitoring Filtration with a Single Pressure Gauge Does Not Account for Fluctuations
What if the filter user would like to monitor the filter health in a more proactive manner? Why not simply install a single standard pressure gauge? One pressure gauge could inform the operator when pressure conditions change and when it is time to take action, such as filter backwash or filter element replacement, right? The problem is most processes don’t have a steady working pressure. Due to many factors, such as pump or compressor on-off cycles or valve open-closed cycles, most processes have fairly wide pressure fluctuations. In many systems this pressure fluctuation is to be expected and normal, within limits.
3. Monitoring Filtration with Two Pressure Gauges Compounds Inaccuracies & Confusion
Mounting two similar standard pressure gauges on a filter, one on the filter inlet and one on the outlet, is a common method of determining filter condition. As the filter becomes clogged, the inlet pressure gauge begins to read higher than the outlet pressure. By the time the filter is ready to be backwashed, the difference between the two pressure gauge readings may be 15psi or more depending on the filter type. In order to obtain this reading the user needs to subtract the lower reading from the higher reading.
Unfortunately this presents two significant problems for the equipment operator. First, accuracy errors in this method are compounded. Instead of having the rated accuracy of the one pressure gauge, of say 2%, the error would be doubled to 4%.
Second, and this is possibly the bigger issue, many operators have not been trained as to why there are two pressure gauges on the filter. History shows that many operators presented with the question as to why there are two pressure gauges simply cannot answer the question. Very often the operators have no idea that they are supposed to subtract one pressure gauge reading from the other. Even if they do, they may not truly understand the importance of that calculation.
4. No Filter Monitoring, Which Risks Filter Health & System Failure
Possibly the most popular action for monitoring the “health” of a filter is to do nothing. Very often, although systems operators would like to know when the filter is working, they simply wait for something bad to happen. On many filters, no instrument to measure flow or pressure is installed. The operator waits for the process problem to present itself, often after things have progressed to the point of no return and damage has occurred. In these cases components in the process may have to be repaired or replaced.
The Solution – No Math, No Mistakes & Easy to Understand
One differential pressure gauge, installed using the same taps at the filter inlet and outlet, can eliminate these problems. By eliminating the use of two gauges, the rate of error will drop to the accuracy rating for the one DP gauge. The operator would also better understand the reading, without having to know to “do the math”.
A differential pressure gauge dial can also feature a red arc indicating that the filter is clogged, or is about to become clogged…also known as the “alarm condition”. This alarm condition would be enhanced further if the DP gauge dial had the words “filter” or “clean” and “dirty” on the single DP gauge dial face. None of this is possible with two separate pressure gauges.
In addition, with one DP gauge a switch or transmitter may be added as a standard option. This has the benefit of creating a local and remote monitor in one instrument…so others, who are not on the floor but perhaps in a command center, can see the filter condition.
In this world of Lean solutions the term “Poka-Yoke” comes to mind, which roughly means “mistake-proof”. Essentially a DP gauge can present the operator with a differential pressure measurement reading that is immediately understood. This not only reduces errors but simplifies operator training.
Once a DP gauge shows a reading “in the red”, points to dirty, or has an electrical output from the switch or transmitter, the alarm condition is understood. The operator can then take the appropriate action needed to remedy the situation. The filter can be serviced at the proper time, not too early and not too late.
Read about our differential pressure filter applications.
More Applications for Differential Pressure Gauges
Like filters, other elements in a process system may degrade over time and may need to be monitored. Heat exchangers, pumps, valves, condensers and evaporators all create pressure drop when they become worn or clogged. Like filters, the problems they cause can be severe.
Monitoring pressure drop – wherever it occurs – can offer incremental opportunities for improving process conditions and savings. Pumps and compressors move liquid or air within each process at a high cost, sometimes being driven harder than required. Reducing pressure lost within each process component may reduce the need for larger, more expensive pumps and compressors, and generally create more efficient flow and a better end product.
Explore additional flow and DP applications that benefit from differential pressure monitoring.
Differential Pressure in Heat Exchangers
The number of heat exchangers sold in industrial markets is tremendous. These heat exchangers can cost as much as $20,000, or more. Like filters, heat exchangers often protect equipment that costs many times that amount. Over time heat exchangers develop rust or become clogged, indicating a time to flush or backwash.
This is a condition that, like filters, can create many problems for the process or the equipment. It is often very surprising to find that there is nothing installed to monitor the heat exchanger. Heat exchanger manufacturers frequently recall attempts to help customers by quoting an expensive heat exchanger with an inexpensive $100 differential pressure gauge to monitor the pressure drop across the heat exchanger. Unfortunately, the customer often buys the expensive heat exchanger but drops line item #2, the DP gauge, from the order. They often don’t buy the $100 solution that could save them many thousands of dollars down the road!
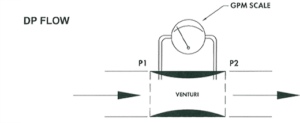
Differential Pressure in Flow
Flow is another common application for differential pressure gauges. There are countless types of flow meters in use today. The number one method for measuring flow is differential pressure flow monitoring. DP flow meters are especially attractive options for larger pipes. The cost of many flow meters goes up exponentially as the pipe size grows, because the scale of the flow element must increase to handle such large flows.
The popular solution is to cut the pipe, install an orifice plate and measure the pressure drop across the orifice plate. A DP flow meter is designed to handle the square root relationship between the flow and the differential pressure created, using Bernoulli’s Law. This represents a high accuracy solution at a lost cost.
Like orifice plates, venturis and nozzles also create slight pressure drops that use differential pressure and square root flow to measure flow rates.
Read about our differential pressure flow measurement applications.
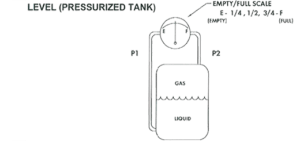
Differential Pressure in Liquid Level
Differential pressure gauges also measure liquid level. Again, like flow meters, there are many types of level gauges. A simple, relatively inexpensive solution is to use a differential pressure gauge to indicate the level of a liquid within a tank. In open tanks, the high pressure side of a DP gauge is ported to the bottom of a tank while the low pressure side is mated to atmosphere. In this scenario the DP gauge is measuring a column of liquid within the tank, resulting in a reading that reflects the height of the liquid within the tank, often displaying inches or feet of water readings, or percent-full readings.
For pressurized tanks, such as cryogenic tanks, again the DP high pressure side is ported to the bottom of the tank, but the low pressure side is ported to the top of the tank. The result is a measurement of the column of liquid in the tank (the liquid height), often giving a read-out in inches of water or percent-full.
The Benefit of Differential Pressure Measurement
What’s common amongst these applications is the simplicity. In all instances there is only the need to tap into a pipe or tank. For flow, there is no need for a large, heavy, expensive flow meter or in the case a liquid level, a long float-type rod or mechanism. Differential pressure gauges can be much less invasive and therefore less costly. Because of the simplicity, maintenance on differential based systems is often relatively fast and easy.
While there are alternatives to differential pressure gauges, they can be costly when risks and operational expenses are considered. Differential pressure monitoring and measurement reduces confusion, errors, inaccuracies and presents conditions on a single, easy-to-read dial. In addition, switches or transmitters can be added to allow for local and remote monitoring in one unit.
Capital equipment and processes are expensive. They can be protected by a low-cost differential pressure gauge.
Contact the Orange Research Differential Pressure Monitoring Experts
As one of North America’s premier manufacturers of differential pressure gauges, switches and transmitters, our products are recognized as rugged and reliable differential pressure monitoring solutions – often acting as a “install them and forget them” type of instrument. We offer one of the world’s widest selections of differential pressure and flow products and have earned a reputation as “the differential pressure people”. View our full line of differential pressure gauges on our selection guide.
If you have questions about differential pressure monitoring or would like to talk to our experts about which differential pressure indicator is right for your application, reach out to our team today. We look forward to speaking with you about your differential pressure and flow control needs.
Executive Summary and Q&A

Differential pressure (DP) monitoring plays a vital role in industrial process control by measuring pressure differences between two points in a system. Unlike single-point pressure gauges, DP gauges display the pressure difference on a single dial, delivering immediate insight into conditions like filter clogging, pipe blockages, or leaks. Differential pressure gauges are widely used across applications including filtration, flow measurement, and liquid level monitoring.
They reduce operator error, improve process efficiency, protect equipment, and simplify maintenance while remaining cost-effective and easy to install. For industrial operators and system designers, this translates to clearer system visibility, fewer surprises during operation, and more predictable maintenance planning.
By tapping into two points in a system, DP gauges remove the need for more expensive alternatives while delivering reliable, easy to read data that supports timely maintenance and consistent system performance. Instead of relying on calculations, assumptions, or complex instrumentation, operators can see system conditions directly and respond before minor issues escalate. The result is reduced downtime, longer equipment life, and a simpler, more economical approach to the differential pressure monitoring.
Designed and manufactured in the USA, Orange Research differential pressure gauges offer consistent quality, short lead times and direct access to engineering support. This combined, helps customers implement dependable monitoring solutions built for their application
What is differential pressure monitoring?
Differential pressure monitoring is the measurement of the pressure difference between two points within a system. DP gauges display this difference directly on a single dial, helping identify process issues like clogged filters or blockages without needing two separate gauges.
How do differential pressure gauges work?
A differential pressure gauge measures pressure at two locations and displays the difference between them. For example, if pressure before a filter is 115 psi and after the filter is 100 psi, the gauge reads 15 psi differential—indicating pressure drop across the filter.
What are the benefits of installing a differential pressure gauge?
Installing a DP gauge helps reduce operator error, improve process efficiency, protect costly equipment, cut training time, and make maintenance quicker and easier. DP gauges are versatile, simple to install, and less costly compared to many alternatives.
Why use a differential pressure gauge instead of two pressure gauges?
A differential pressure gauge displays the pressure difference directly on a single dial, eliminating the need to manually compare two separate readings. This reduces operator error, speeds decision-making, and provides clearer insight into system performance.
In what applications are differential pressure gauges commonly used?
DP gauges are commonly used in filtration systems to monitor filter clogging, in flow measurement across orifice plates or venturis, and in liquid level monitoring within tanks by comparing pressure at different points.
What problems does differential pressure monitoring help prevent?
Differential pressure monitoring helps prevent clogged filters, undetected blockages, inefficient flow conditions, and equipment damage. By identifying pressure changes early, businesses can address issues before they lead to downtime or costly repairs.
Can differential pressure gauges be used for both mechanical and electronic monitoring?
Yes. Differential pressure solutions include mechanical gauges as well as switches and transmitters that can provide local and remote monitoring depending on system needs.
Is differential pressure monitoring cost-effective?
Yes. Differential pressure gauges offer a cost-effective solution by simplifying installation, reducing maintenance labor, minimizing downtime, and extending equipment life—often eliminating the need for more complex or expensive monitoring alternatives.

 WARNING: Some of our products contain Nickel, a chemical known to the State of California to cause cancer. For more information go to:
WARNING: Some of our products contain Nickel, a chemical known to the State of California to cause cancer. For more information go to: